 |
Mansfelder
Bergbau & Hüttenwesen |
 |
Die Metallgewinnung aus dem
Kupferschiefer
von Dr. W.
Eisenächer
1995
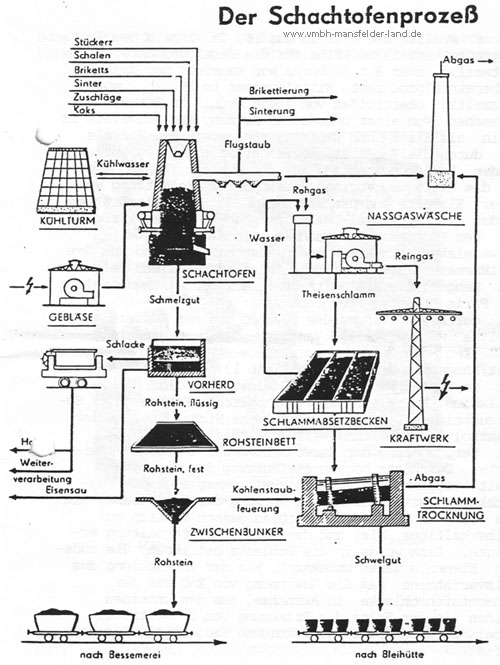
Die fehlende
Aufbereitbarkeit nach den klassischen Methoden
zwang zum Verschmelzen des "rohen"
Kupferschiefers, wodurch eine selektive
Anreicherung der nutzbaren Elemente und eine
Grobtrennung in 4 Stoffgruppen (Schlacke, Stein,
Flugstaub und sog. Eisensau) erfolgte, aus denen
die Ausgewinnung von insgesamt 21 Elementen
stattfand, was eine Einmaligkeit darstgellt. Es
gibt keine zweite Lagerstätte, die eine ähnlich
umfangreiche Ausbringungspalette aufweisen kann.
Das Verschmelzen fand während der 800 Jahre
Kupferschieferverarbeitung ausschließlich in
Schachtöfen statt, deren Leistungseinheiten von
1,6 t/d im 15. Jhd. auf über 880 t Durchsatz um
1960 stiegen, während der Brennstoffaufgang von
80 % (Holzkohle) auf 18 % (Koks) sank.
Schmelzprodukt mit dem größten Masseanfall war
naturgemäß die Schlacke, deren Nutzung zu
Wegeschotter und Füllstoff in Lehm und
Kalkmörtelmauern sich in der Frühzeit verliert.
Verbürgt ist die Verwendung zu Schlackebädern
seit dem 15. Jhd.. Erst in der Mitte des 18. Jhd.
werden roh geformte Fladen als Baustoff
verwendet. Eine Aufwärtsentwicklung setzt erst
nach Einführung der Großöfen nach 1870 ein,
als die Schlacke flüssig abtransportiert und
vergossen werden konnte.
Alleiniges Zielprodukt war in den esten 650
Jahren der Stein, aus dem bis 1855 nur Kupfer und
Silber ausgebracht wurde, bis 1843 durch
Verschmelzen des Rohkupfers mit Blei, von 1828
bis 1844 auch durch Amalgamierung, seit 1845 bzw.
1848 durch Auslaugen entsprechend gerösteter
Steine in Form von Silberchlorid bzw.
Silbersulfat und Cu2O,
dass anschließend nach verschiedenen Methoden zu
Raffinat umgearbeitet wurde. Erst 1927 löste der
Konverter die alten Röst/Spurverfahren ab, 1937
die Elektrolyse die Laugerei. |
Silber stellte bis weit in
das 16. Jhd. hinein den überwiegenden Anteil am
Erlös für die Fertigprodukte. Mit zeitweilig
über 8 t Silber/a war Mansfeld der größte
Silbereinzelproduzent Mitteleuropas im 16. Jhd.,
nur kurzzeeitig übertroffen von Joachimsthal in
Böhmen.
Abgesehen von einer unbewussten Nutzung des
Schwefels im Stein als Eisen- und Kupfervitriol
sowie des Nickels als durch die Feuerraffination
nicht völlig zu entfernenden
Legierungsbestandteil des Kupfers, begann erst um
Mitte des vorigen Jahrhunderts die Nutzung
weiterer Elemente aus dem Stein. Aus den
Raffinierkrätzen wuden Kupfer-Nickel-Legierungen
sowie Nickelvitriol, aus den Röstgasen in
zunächst bescheidenem Maße Schwefelsäure in
Bleikammern "dargestellt" und aus dem
Bleikammersschlamm erstmalig Selen in technisch
relevanten Mengen, die als Weltneuheit auf der
Weltausstellung in Paris Aufsehen erregten.
Mit der Konvertierung des Steins und der
Kupferelektrolyse wurden ab 1940 Vanadin - das
beim Wiedereinschmelzen des Steins verschlackte
-, durch einen Röst/Laugeprozess ausgebracht. Ab
1938 folgten die die bisher im Kupfer
verbliebenen Edelmetalle Gold, Platin und
Palladium bei gleichzeitig erheblicher Erhöhung
des Selenausbringens. Auch das restliche Nickel
fiel in der Elektrolyseaufarbeitung als
Ni-Vitriol an.
Mit Vergrößereung der Erzschachtöfen und ihrem
gesteigerten Durchsatz begann die Nutzung der
Gichtgase. Damit entstand ddie Notwendigkeit,
aber auch die Möglichkeit der Erfassung und
Nutzung der Flugstäube, die bis 1928 in kleinen
Schachtöfen ausschließlich auf silberhaltiges
Blei und dessen Weiterverarbeitung erfolgte. Zink
wurde in die Schlacke getrieben, die anderen
Elemente waren unbekannt. Mit der Entwicklung des
Wälzverfahrens kam die Gewinnung von ZnO aus der
Schachtofenschlacke in Aufnahme, aus den unreinen
Oxiden in der Folge die Erzeugung von
Zinkvitriol, wobei im Zuge der Laugenreinigung
Kadmium als Zement anfiel.
Zunehmender Zinkgehalt im Erz, erhöhte
Schmelztemperaturen nach Einführung des
Schmelzens ungebrannten Erzes in
Wassermantelöfen und dadurch gleichzeitig
Einstellung einer reinen CO-Atmosphäre im
einzelnen Erzstück verstärkte die
Verflüchtigung des Zinks erheblich. Der
Zinkgehalt des Flugstaubes erhöhte sich
dermaßen, dass seine direkte Verarbeitung auf
Blei immer problematischer wurde und später kaum
noch möglich war. Das Diffrentielle Wälzen im
Dörschelofen gestattete ab 1933 die Vortrennung
in Zinksulfid als sog. Zinkklinker und einen
Bleisulfatflugstaub, der Schachtofenvorlauf war;
die Zinkklinker gingen zum Verwälzen auf ZnO.
Nach der Entdeckung des Rheniums wurde der
Bleiflugstaub mit Wasser gelaugt, wobei neben Zn
und Cd auch Re, Tl und J in Lösung gingen und im
Verlauf der Laugereinigung und Re-Fällung
gewonnen wurden. Ende der 50er Jahre kam noch
eine anschließende Laugung auf Germanium dazu.
Mit den großen Erzschmelzschachtöfen
aktualisierte sich auch das Problem
"Eisensau". Bisher waren die relativ
geringen Mengen beim Steinrösten mit eingesetzt
worden. Das entfiel mit Aufgabe der
Stadelröstung. Ein einfaches Umschmelzen im
Kupolofen folgte, das einen Stein und eine
kupferarme Eisenlegierung ergab, die verkauft
wurde. Den erzielten Preisen und ihren
Veränderungen nach ist zu vermuten, dass Mo und
Co aus ihr gewonnen worden sind.
1910 übernahmen die "Deutschen
Molybdänwerke Teutschenthal" die
Aufarbeitung der Sau zu Molybdän mittels eines
Verblaseverfahrens im Konverter, wobei das Mo in
die Schlacke getrieben und hieraus nach den
üblichen Röst-Laugemethoden als Na-Molybdat in
Lösung überführt wurde. Kupfer und Edelmetalle
ließen sich nur umständlich aus dem
Laugenrückstand bzw. aus der beim Verblasen
bleibenden Restlegierung ausbringen, Ni und Co
gingen verloren.
Diesem folgte während des I. Weltkrieges und in
den ersten Jahren danach das "Mansfeld
Verfahren", Umsetzung der geschmolzenen Sau
mit Natriumbisulfat zu Natriummolybdat und den
Oxiden der restlichen Metalle. Auch hierbei war
nur das Molybdän Gegenstand der Gewinnung,
erlaubte jedoch nicht eine vollständige
Abtrennung des As, woran das Verfahren
letztendlich scheiterte.
Erst das der "klassischen" Analyse
ähnelnde Verfahren der "Vereinigten
Kaliwerke" (Dr. Feit) in
Staßfurt-Leopoldshall beachtete alle in der Sau
enthaltenen Elemente: Ga und erstmalig Re in
größeren Mengen wurden hergestellt; Co, Ni, Cu
und die Edelmetalle in definierten und
weiterverarbeitungsfähigen Produkten
ausgebracht, sogar die geringen Mengen Phosphor
bei der Reinigung der Laugen als Ca-Phosphat.
Ein Mischverfahren zwischen dem Mansfeld'schen
und dem Feit'schen war das bis 1946 angewandte
Borchert'sche Verfahren, das um die Mitte der
70er Jahre modernisiert zum
"Outokumpu-Verfahren" wurde, nachdem in
Finnland die seit 1945 angesammelten
Eisensaubestände verarbeitet worden sind.
Granulierte Sau diente sowohl als Prozessvorlauf
als auch, wie daraus fallende Zwischen- produkte,
als Agens im Prozessverlauf; die Kopplung mit
anderen Verarbeitungslinien für Mo-, Ni-, Co-
und Cu-Erze gestattete während der Zeit hoher
Mo- und Co-Preise eine gewinnbringende
Verarbeitung, so dass sogar das Eisen, dass als
recht reines Fe2O3
anfiel, bezahlt wurde. Das war das 21. genutzte
Element des Kupferschiefers, und wenn die in der
Bleiraffination erzeugten und weiter auf
Hartbleisorten - z.T. in der eigenen Bleihütte
in Hettstedt - verarbeiteten Arsen- und
Antimonabstriche hinzugerechnet werden, sind
sogar 23 Elemente aus dem Mansfelder
Kupferschiefer ausgebracht worden, allerdings
nicht immer gleichzeitig, wie auch der
Verfahrensstammbaum, von dem eingangs zunächst
nur der Teil der Rohhütte vorgestellt ist, kein
festes unveränderliches Schema war, sondern
entsprechend der technischen Entwicklung und der
wissenschaftlichen Erkenntnis sich ständig
entwickelt hat.
In den letzten Jahren setzte eine
Rückwärtsentwicklung infolge eines deutlich
geringeren Erzangebotes mit veränderter
Zussammensetzung ein. Dadurch wurden die
Verfahren immer schwerer beherrschbar und
zunehmend unwirtschaftlicher. Die Entwicklung
wurde auch durch zunehmenden Verschleiß der
Anlagen und durch Arbeitskräftemangel negativ
beeinflusst. Das führte zum Absturz, wodurch die
heute bestehenden Umweltprobleme mit verschuldet
wurden. |
<<< Zurück
>>>
© Verein Mansfelder Berg- und
Hüttenleute e.V.
|